
Abstract
Cold welding is a solid-state joining process where two clean metal surfaces can bond through contact, without melting or external heat. Although this process has advantages over traditional fusion-based methods, it is still rarely used in aerospace because unintended adhesion can lock moving parts, and true cold welding is difficult to reproduce on Earth due to rapid oxidation. This research paper presents a literature review of the limitations and opportunities of cold welding in space by focusing on the key fundamentals and pressure requirements, terrestrial barriers to adoption, space-relevant behavior and historical incidents, and modern space experiments such as ASTROBEAT, along with a new small-scale terrestrial trial. In vacuum environments, oxide layers do not reform, which can simplify welding once components are in orbit (while surfaces still require protection before launch). However, these environments do not remove the need for high contact pressure to plastically deform surface asperities. When contact is achieved, bond strengths can approach those of the parent material. Compared with fusion-based methods such as laser or electron-beam welding, cold welding avoids heat-affected zones and reduces hazards. Past failures such as the Galileo antenna deployment anomaly demonstrate why careful design controls are essential for success. The literature and the experiment together suggest cold welding can be a practical tool for in-space repair and assembly when used under controlled conditions, while risk of unintended adhesion can be mitigated through careful surface engineering and mechanism design.
Keywords: Cold welding, welding in space, metallic bonds, in-space assembly, plastic deformation
Introduction
Cold welding has been understood since the 1940s1, but it is still treated mainly as a problem to avoid in spacecraft design. When two clean metal surfaces come into contact in a vacuum, they can bond quickly, constraining motion or damaging critical mechanisms. Because of these risks, most aerospace work focuses on prevention rather than intentional use, even though vacuum conditions also remove the main terrestrial barrier: oxide layers do not reform once surfaces are clean. In manufacturing references, this process is often described as cold pressure welding, meaning a pressure-welding method performed without heating that relies on breaking surface films and forcing intimate metal-to-metal contact under compressive deformation2.
In this literature review, we combine historical spacecraft incidents, modern space experiments, and a small-scale terrestrial experiment to show the risks of unintended adhesion and the opportunities for controlled cold welding in space. This comparative approach is motivated by the growing need to assemble and repair large structures in space, where launch volume and mass are limited.
This research paper (1) summarizes the basic mechanism and the conditions required for bonding, (2) explains why cold welding is hard to implement on Earth, (3) reviews space-relevant behavior and past failures, (4) discusses current in-space experiments, and (5) uses our small terrestrial trial to connect the literature to practical design strategies for controlled adoption.
Fundamentals and Mechanisms of Cold Welding
Cold welding occurs when two metal surfaces are in close enough proximity that their electron clouds overlap, forming metallic bonds identical to those found within the parent materials3. To achieve this atom-to-atom contact, the surface must be free of all contaminants, such as dust particles and oxide layers. If the surfaces are not perfectly flat, pressure is needed to plastically deform the microscopic asperities so that the real contact area is maximized4. The pressure requirement depends on hardness: reported thresholds are roughly 700-800 MPa for aluminum, while copper can require about 2000-2500 MPa5,6. As the contact area increases, more bonds are formed, resulting in a stronger overall weld comparable to the base material. For example, up to around 260 MPa was reported in plasma-treated steel-aluminum bonds7. In practice, even thin contaminant films matter. Contaminants like grease layers can block bonding, so surfaces are typically cleaned before pressing through techniques such as wire brushing. For metals like aluminum, the brittle oxide film can fracture during pressing as plastic deformation breaks up the surface layer2.
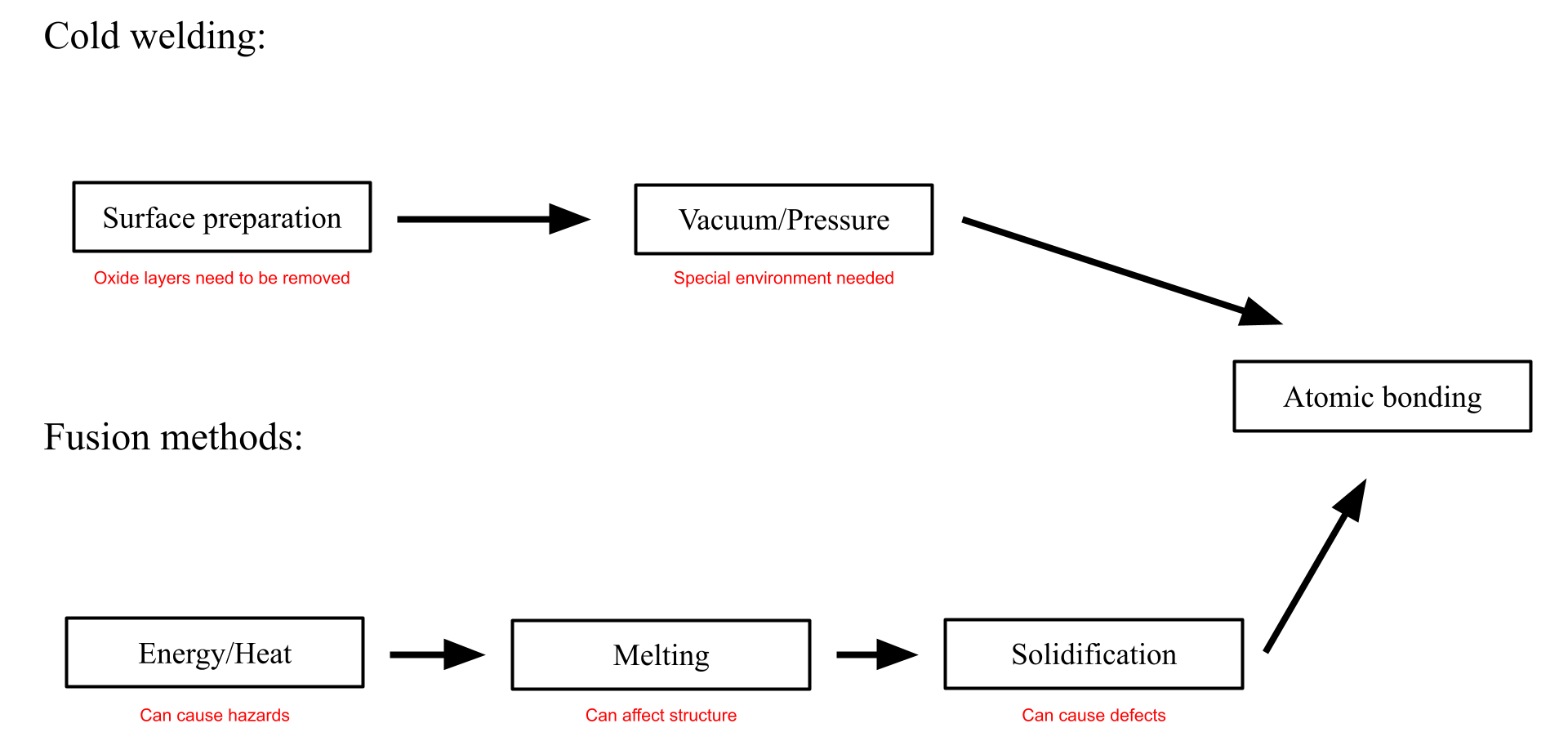
Cold welding is different from fusion-based welding because it does not melt the metal. Fusion methods such as laser or electron-beam welding add heat, which can create unintended thermal stresses, heat-affected zones, and defects, possibly damaging surrounding structures3. Cold welding can occur at or near room temperature, preserving nearby materials and avoiding other temperature-related problems. This process requires surface cleaning and pressure, while fusion welding requires energy input for melting and then controlled solidification, which introduces additional hazards. This difference is summarized in Fig. 2.
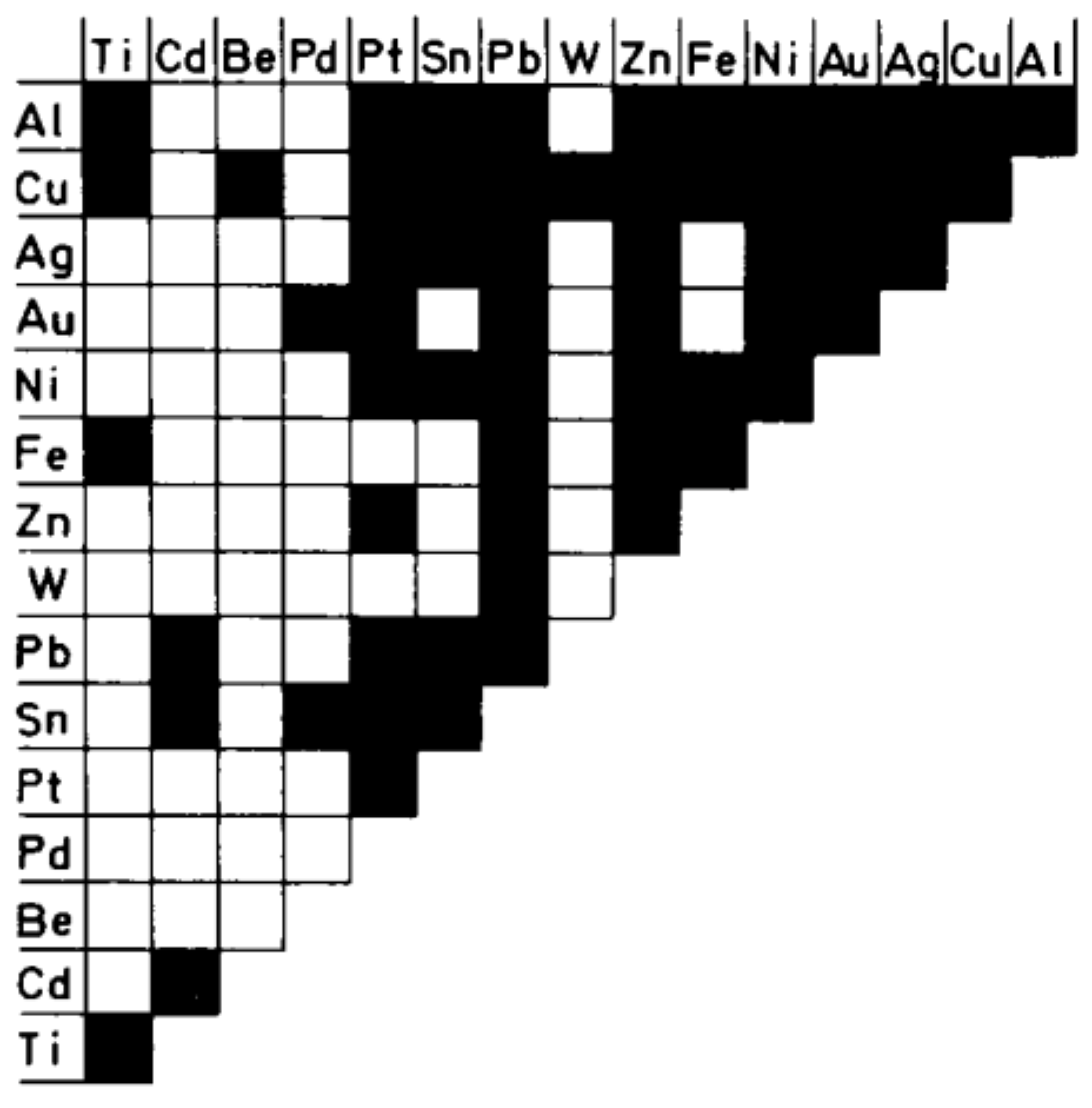
Cold welding is also limited by material compatibility. Only certain metal combinations form cold welds (Fig. 1), as the crystal structure and surface chemistry can affect whether the contact is enough to form stable metallic bonds3. Vacuum conditions are known to increase adhesion because surfaces stay cleaner for longer, so solid lubrication and coatings are commonly used to prevent sticking8,9. Classic friction and contact-mechanics references also emphasize how surface roughness and real contact area control adhesion and friction, especially in vacuum environments10.
Nanoscale vs. Macroscale Cold Welding
At extremely small scales, cold welding can occur at relatively low loads. In nanoscale structures such as gold nanowires, bonding can happen quickly under low pressure while preserving crystal orientation and electrical properties, with reported stresses of below around 5 MPa11. Silver nanowires show similar behavior, although alignment can change how much plastic deformation is needed for a strong joint12. At the macroscale, surface roughness and asperities have a much larger effect, with much higher pressures needed to flatten surfaces and create sufficient real contact area. For example, extremely high pressures are reported for certain Cu-Al joints1.
Macroscale behavior in vacuum environments is supported by both failures and controlled experiments. Unintended adhesion has been implicated in events such as the Galileo antenna deployment anomaly, where fretting and vibration contributed to sticking in an aluminum-alloy mechanism1. Controlled vacuum tests also report measurable adhesion forces for steels such as AISI 440C1. Other studies and reports describe macroscale bonding in geometries such as foils, wires, and separable contact interfaces including ultra-high-vacuum work on aluminum wires and other contact configurations13,14,15. These results contrast with nanoscale demonstrations of adhesion and bonding, such as nanowire joining techniques made for electrical interconnects16,17,18. Table 1 summarizes the main differences between nanoscale and macroscale cold welding.
| Aspect | Nanoscale | Macroscale |
| Pressure | Low (<5 MPa)12,13 | High (700-2500 MPa)1,5 |
| Bonding | Spontaneous, atomic | Plastic deformation required |
| Tested alloys | Au/Ag nanowires (3-10 nm)12,13 | Al/Cu/steel wires and foils19,20 |
Terrestrial Studies and Industrial Barriers
With these fundamentals in mind, this section reviews terrestrial experiments and industrial experience. Oxidation and the need for high pressure make cold welding difficult on Earth, explaining why vacuum conditions in space can change both the risk and the opportunities.
Terrestrial Experiments and Lab-Scale Mechanisms
Several laboratory studies show that cold welding is feasible in carefully controlled conditions. At the nanoscale, high-resolution transmission electron microscopy revealed that 3-10 nanometer single-crystal gold nanowires can cold weld under low pressure within seconds, while preserving the strength, conductivity, and crystal orientation of the original metal7. However, these results occur at a scale where surface atoms and nanoscale effects dominate, so they do not automatically translate to larger, rougher surfaces19. An experiment on silver nanowires achieved similar results but also showed that misalignment can increase the deformation needed to form a reliable joint12.
Reported weld strengths for nanoscale systems can reach about 5 MPa initially and increase with additional deformation, such as with around 20-30% strain19. Unlike fusion welding, cold welding avoids a heat-affected zone, enabling the creation of temperature-sensitive devices such as adhesively bonded flip-chip interconnects20.
Industrial Adoption Challenges
On Earth, cold welding is possible but often impractical at a large scale. Oxide removal and surface preparation, such as scratch brushing or electroless plating are typically required, and high loads or vacuum equipment may be needed, as reported pressure can exceed 1500 MPa for some copper-aluminum cases5,3.In the automotive sector, cold welding is used in niche applications that can control surface condition and geometry, such as cold butt welding and precision roll forming for flat aluminum bands used to manufacture high-performance wheel rims that are 0.07-2.0 mm thick3. For larger cold welds, hydraulic presses are used to achieve the immense pressures required to plastically deform any surface irregularities to achieve full contact between the metals, ensuring uniform bond formation across the entire surface3. Even while technically feasible, the required preparation, equipment, and process control can make cold welding less attractive than other joining options. For example, friction stir welding can require less surface preparation but introduces heat-related effects that cold welding avoids21. Table 2 provides a comparison between cold welding, friction stir welding (FSW), and fusion welding approaches (LBW/EBW) across key factors.
Cost can also shape industrial adoption. One economic analysis for welding AA6060 alloy tubes reported that while friction stir welding has higher initial investment, it can become cost-advantageous compared with MIG and TIG after around 465.8 working hours, which is about 38.4 km of welded joint length22. This emphasizes why even solid-state methods often require sufficient production volume to justify expensive, specialized equipment.
| Metric | Cold Welding | Laser Beam Welding (LBW) | Friction Stir Welding (FSW) | Electron Beam Welding (EBW) |
| Cost | Low (passive tooling)3 | High (power supply for laser)23 | Moderate (motors) | High (power for beam) |
| TRL for space | Low (TRL 3-4)1 | High (TRL 7-8) on ISS24 | High (TRL 9)25 | Moderate (TRL 6)26 |
| Hazards | Low3 | Blindness from reflections, fumes23 | Pinch Points, moving parts | X-rays23 |
| Operability | Pressure, preparation needed5 | Precise reflections needed23 | Automated | Vacuum required, complex23 |
| Context | Evidence | Scale / materials | Environment | Requirements | Results |
| Terrestrial (ambient air) | Small-scale clamp | Macroscale, Al (0.016 mm foil) and Cu wire strips | Room temperature and humidity | Surface abrasion, continuous clamp pressure for 10 to 15 minutes | No cold welding observed, reoxidation likely prevented metallic bonding. |
| Terrestrial (industrial) | Cold pressure welding and roll bonding | Macroscale, common metals (Al, Cu) | Controlled surface preparation, some vacuum | Oxide removal, high pressure | Feasible but specialized equipment and preparation is needed. |
| Terrestrial (vacuum) | Vacuum cold welding and adhesion studies | Micro and macroscale, metal-metal contacts | Vacuum | Clean surfaces, pressure, reduced reoxidation | Adhesion forces can reach mN to N levels, enabling bonding in vacuum |
| Space (unintentional) | Galileo high-gain antenna deployment anomaly | Macroscale, aluminum alloy contact surfaces | Vacuum | Contact, Loss of lubricant in vacuum | Unintended adhesion can cause risk and systems to fail |
| Space (controlled) | ISS ASTROBEAT and other in-space joining demonstrations | Macroscale, alloys and foils for hull repair | Microgravity on ISS environment | Rigs built to be used in a controlled environment | The beginning of the transition from a risk to a tool, through controlled surface preparation and design consideration. |
Space Environment Behavior and Historical Incidents
Vacuum environments such as space greatly affect the feasibility of cold welding in many situations. In high vacuum, around 10-3 mbar, oxide layers do not reform readily, enabling surfaces to remain clean. However, preparation such as coatings or controlled handling is still necessary before launch as materials can oxidize, pick up contaminants, or lose lubricants during storage and transportation on Earth1.
These vacuum environments do not lower the mechanical pressure needed for cold welding. Vacuum only prevents reoxidation, so the contact pressure still has to be high enough to plastically flatten asperities and increase the real contact area. This requirement depends on hardness and surface roughness. Some analyses use Hertzian contact pressure criteria such as staying below around 93% of the yield limit27. Related cold pressure welding is used on Earth for certain nonferrous and dissimilar-metal joints, such as copper terminals to aluminum conductors where fusion welding can create brittle intermetallic compounds2. Vacuum-adhesion studies also show surface cleanliness as a key factor, while the contact mechanics are still determined by the real contact area when asperities are deformed under pressure23,24. For separable contacts under vacuum, impacts and fretting can speed up the process, as they can remove oxide layers and expose metal25.
Historical Incidents
When engineering spacecraft, cold welding is often treated as a risk to avoid rather than an opportunity. A well-known example is the 1991 Galileo spacecraft failure, where the rib of the umbrella-shaped high-gain antenna to adhered to the spacecraft in its folded position, preventing full deployment and limiting the data transfer rate for communication to Earth1. The adhesive bonding consistent with cold welding has been cited as a plausible contributing factor in the deployment anomaly, especially under conditions where lubricant was lost and metal-to-metal contact. Other space mechanism studies emphasize unintended adhesion is often caused by many factors such as design tolerances, lubricant behavior in vacuum and launch conditions, and fretting wear26,28. Cold welding acts as a secondary mechanism once protective films are compromised. Further analysis suggested cold welding could have occurred within minutes of metallic contact in the vacuum of space, accelerated by micro-vibrations and fretting, which wore off the oxide layers, allowing the metal surfaces to cold weld during and after launch conditions. This caused the data return rate to drop around 99%, underscoring that vacuum conditions can facilitate unintended cold welding, leading to failures.
Space welding has also historically shown why alternative joining methods are challenging. Early in-orbit welding demonstrations include Soyuz 6 (1969), where welding techniques such as electron-beam welding were first tested in orbit29. Later works, including Skylab-era testing, showed fusion welds in space can crack and cool slowly, with some methods introducing hazards such as x-rays from electron-beam welding or dangerous reflections from laser welding30,29. These issues highlight why a room-temperature joining technique like cold welding can be advantageous if properly controlled.
Mitigation Strategies for Space Mechanisms
Spacecraft designers often rely on coatings, lubrication, and careful material pairing such as greases or anodized surfaces to prevent unintended adhesion caused from cold welding1. However, the same physics suggests cold welding can be valuable when controlled, enabling designs not possible with fusion techniques.
Modern Experiments and Observations
Recent research on cold welding focuses on both controlled testing and preventive strategies. Learning from these past failures can help avoid those previous mistakes while exploring how cold welding can be used intentionally in space systems.
Controlled Tests
NASA’s ASTROBEAT project, currently taking place on the International Space Station (ISS), cold welding as a potential method to repair spacecraft31. Spacecraft can often be bombarded with small dust particles, debris, and even asteroids. Though these objects are small, they can travel fast enough relative to the spacecraft to cause major damage. Cold welding, unlike traditional welding, can be used to quickly patch the hulls of spacecraft without generating heat, which would require significant time to cool down in the vacuum of space. Cold welding also provides strong welds, ensuring the integrity of the structure. While vacuum does not reduce contact pressure required to plastically flatten asperities and create real metal-to-metal contact, it enables cold welding by limiting reoxidation to maintain clean surfaces once exposed32. The pressure requirement remains a contact mechanics problem that is affected by material hardness and surface roughness. This is commonly analyzed using Hertzian peak pressure for separable contacts under vacuum27. Recent ultrahigh vacuum studies show adhesion and cold welding events occur when vibrations remove protective films33. With fewer oxygen atoms present in the vacuum of space, metals oxidize much more slowly, enabling cold welding without surface preparation.
The physical ASTROBEAT experimental rig was designed to fit in a 1U cube Nanolab34. This rig contained material test beds, a hull perforation device to simulate a hull breach, and other systems designed to collect and send data back to Earth for future analysis. This setup allowed for autonomous operation of the experiment, while also being supervised remotely. From this experiment, ASTROBEAT has found three potential candidates to be used as hull materials: high ductility indium foil, austenitic steels with high nickel content, and aerospace-grade aluminum alloy. The findings from this experiment can advance the technology used to protect and repair spacecraft during hull breaches, protecting the astronauts and equipment inside.
Small-Scale Terrestrial Experiment
To evaluate the feasibility of terrestrial cold welding under ambient conditions without industrial machinery, we also conducted a small experiment. The goal was not to reproduce space conditions, but to show why oxidation and limited pressure make ambient-air cold welding difficult with basic tools, consistent with prior laboratory and industrial observations35,9. We tested aluminum foil and copper wire strips at room temperature (22°C) and typical indoor humidity at around 50% RH. The aluminum foil used had a thickness of around 0.016 mm and the copper wire was a thin band of copper wire cut into smaller strips. The oxide layer was removed through abrasion using silicon carbide sandpaper on the metal. Two grit sizes were used: a coarse P320 followed by a finer P800. A microfiber cloth soaked in 91% isopropyl alcohol was used to wipe off the remaining oxide particles and residual debris, creating a clean, oxide-free surface. Immediately after surface preparation, was then applied to the folded area. A small metal C-clamp was used to apply constant pressure to the fold (Fig. 3) for around 10 and 15 minutes of constant pressure, estimated to be around 50-100 MPa.
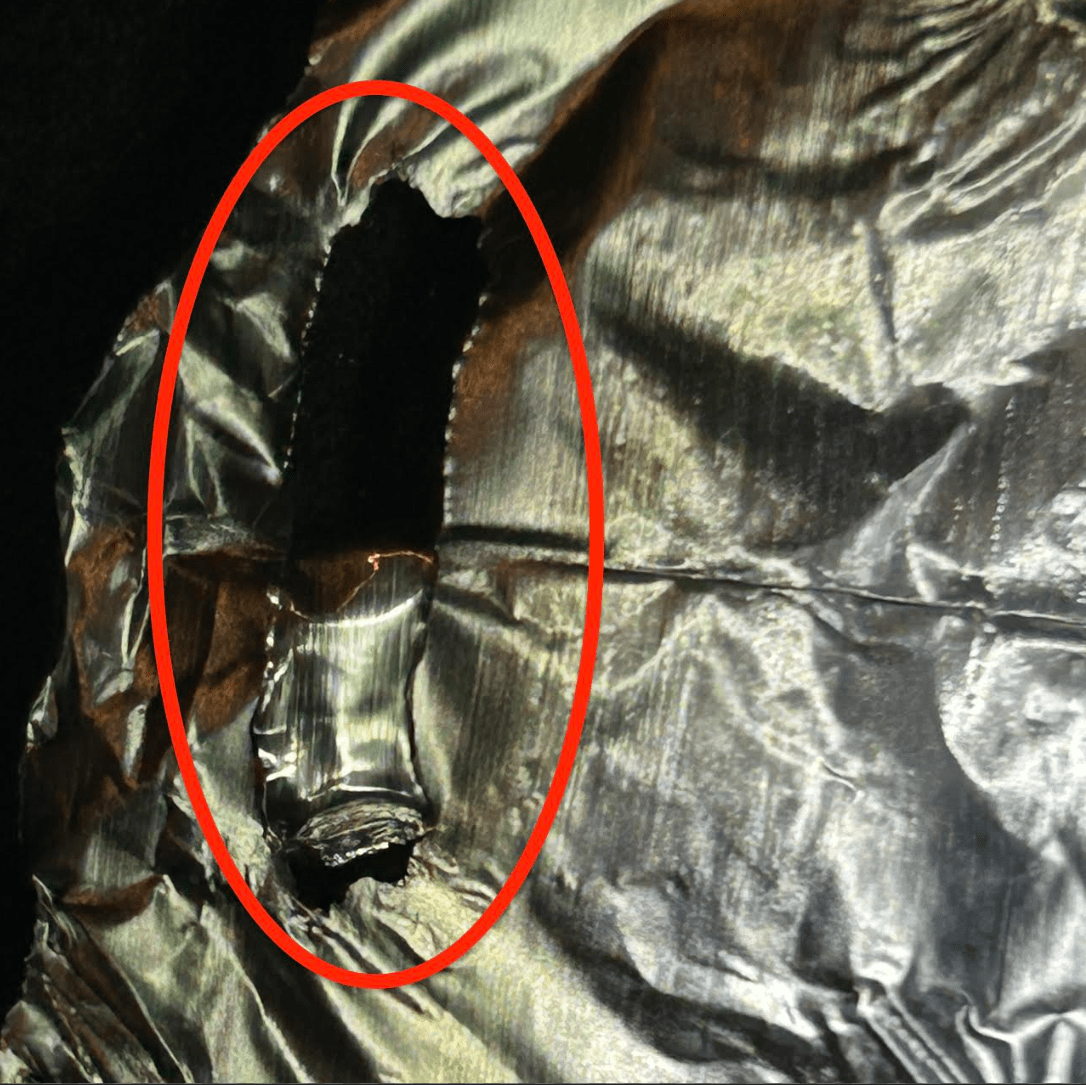
Across aluminum-aluminum, aluminum-copper, and copper-copper trials, we did not observe a reproducible cold weld. A change in color was observed for both sandpapers. This change in color verified that particles of the metal were worn off, along with the oxide layer on the surface (Fig. 4). However, the samples still separated easily with light manual force. The only macroscopic evidence of adhesion was a small tear at the interface (Fig. 5). These results are consistent with the rapid reoxidation and residual surface roughness preventing atomic contact under these conditions36.

Vacuum studies using controlled surfaces and loading report much higher adhesion forces around 5500 mN1. Our ambient air setup is better used to demonstrate the limitations of cold welding. Small variations in surface contact and pressure led to inconsistent results across trials (Fig. 5), highlighting the need for precise environmental control. Uncontrolled humidity, reoxidation, and imprecise pressure make terrestrial cold welding unreliable without specialized equipment.
In our experiment, separation occurred with light manual force, suggesting adhesion far smaller than the levels reported in vacuum contact studies, if at all. Accordingly, we treat this experiment as a bounded qualitative demonstration with photo documentation rather than a quantified adhesion force study. Future work would require a force gauge for pull-off measurements and microscopy (optical/SEM) to examine the contact area after separation under controlled atmosphere or vacuum These observations align with the expectation that oxide regeneration dominates in terrestrial conditions.
Modern Preventive Strategies
These findings highlight the critical role of preventative strategies for cold welding in space.
Selective coatings, lubrication, and controlled contact design can prevent unintended bonds while allowing for intentional cold welding at chosen interfaces in future robotic assembly systems34.
Risks, Opportunities, and Future Directions
The literature review and our experiment highlight how vacuum conditions impact the feasibility of cold welding. Vacuum prevents oxide reformation, so clean surfaces can remain reactive, but does not remove the need for high contact pressure (often around 700-800 MPa for materials like aluminum) to flatten asperities5,6. This is consistent with in-space demonstrations that emphasize controlled interfaces and loading34, and with our terrestrial experiment, which likely failed due to the around 50-100 MPa of the air not being enough to overcome the roughness and reoxidation37.
The scale at which cold welding occurs greatly affects its limitations and opportunities. Nanoscale studies show that bonding can occur at low load when surfaces are effectively atomically smooth, but macroscale space hardware is dominated by roughness and contact mechanics, as shown by incidents like Galileo and by vacuum adhesion measurements5,38,12. As space manufacturing grows, sustainability can be accounted for to compare the energy and resource tradeoffs of these joining options in space for long-duration missions39.
Cold welding presents both a risk and an opportunity in space. In vacuum, unintended adhesion can cause serious failures. However, when the interface is carefully engineered, cold welding can produce strong joints while avoiding the heat and hazards associated with other high-energy welding methods35,29. This paper contributes a balanced view that shifts the discussion from the avoidance of cold welding to controlled adoption. Under the right design controls, cold welding can support in-situ assembly and repair of large structures such as satellites, antennas, and habitats, where launching pre-assembled systems is constrained by payload size.
Future directions can include testing macroscale alloys and joint geometries under realistic vacuum conditions, quantifying required loads and repeatability, and comparing maturity and performance against other joining options such as FSW and EBW. Additional work connecting nanoscale mechanisms to macroscale contact behavior would help close the remaining gaps in the process to adoption. While cold welding has clear limitations on Earth, the process offers many opportunities in space. With more research, this efficient and practical joining process can enable the assembly of large, long-term space infrastructure.
References
- R. Holzbauer, A. Merstallinger, L. Gaillard, N. Bamsey. Cold welding under space and launch conditions. 47th Aerospace Mechanisms Symposium. (2024), https://www.esmats.eu/amspapers/pastpapers/pdfs/2024/holzbauer.pdf. [↩] [↩] [↩] [↩] [↩] [↩] [↩] [↩] [↩] [↩]
- K. Weman, Welding processes handbook. Woodhead Publishing Ltd & CRC Press LLC. (2003), ISBN 978-1-85573-689-4. https://doi.org/10.1533/9781855738539. [↩] [↩] [↩]
- T. Lienert, T. Siewert, S. Babu, V. Acoff. ASM Handbook, Volume 6A: Welding Fundamentals and Processes. (2011), https://doi.org/10.31399/asm.hb.v06a.9781627081740. [↩] [↩] [↩] [↩] [↩] [↩] [↩] [↩] [↩]
- W. Zhang, N. Bay. A numerical model for cold welding of metals. CIRP Annals. Vol. 45, pg. 215-220, (1996), https://doi.org/10.1016/S0007-8506(07)63050-9. [↩]
- R. Holzbauer, A. Merstallinger, L. Gaillard, N. Bamsey. Cold welding under space and launch conditions. 47th Aerospace Mechanisms Symposium. (2024), https://www.esmats.eu/amspapers/pastpapers/pdfs/2024/holzbauer.pdf. [↩] [↩] [↩] [↩] [↩] [↩]
- W. Zhang, N. Bay. Cold welding-theoretical modeling of the weld formation. Welding Journal. Vol. 76. (1997), https://www.academia.edu/113802394/Cold_welding_theoretical_modeling_of_the_weld_formation. [↩] [↩]
- H. Xia, X. Zhao, C. Tan, B. Chen, X. Song, L. Li, Effect of Si content on the interfacial reactions in laser welded-brazed Al/steel dissimilar butted joint. Journal of Materials Processing Technology. Vol. 258, pg. 9-21. (2018), https://doi.org/10.1016/j.jmatprotec.2018.03.010. [↩] [↩]
- Sikorski, M.E., Correlation of the coefficient of adhesion with various physical and mechanical properties of metals. Journal of Basic Engineering. Vol. 85(2), pg. 279-285, (1963), https://doi.org/10.1115/1.3656577. [↩]
- D. H. Buckley, R. L. Johnson, Marked influence of crystal structure on the friction and wear characteristics of cobalt and cobalt-base alloys in vacuum to 10-9 millimeter of mercury I-polycrystalline and single crystal cobalt. Vol. 8.6, pg. 413-421, (1965), https://ntrs.nasa.gov/citations/19650003010. [↩] [↩]
- B. N. J. Persson, Contact mechanics for randomly rough surfaces, Surface Science Reports. Vol. 61, pg. 201-227, (2006), https://doi.org/10.1016/j.surfrep.2006.04.001. [↩]
- Y. Lu, J. Y. Huang, C. Wang, S. Sun, J. Lou. Cold welding of ultrathin gold nanowires. Nature Nanotechnology. Vol. 5, pg. 218–224, (2010), https://doi.org/10.1038/nnano.2010.4. [↩]
- L. Liu, D. Shen, G. Zou, P. Peng, Y. Zhou. Cold welding of Ag nanowires by large plastic deformation. Scripta Materialia. Vol. 114, pg. 112-116, (2016), https://doi.org/10.1016/j.scriptamat.2015.12.010. [↩] [↩] [↩] [↩] [↩]
- M. Khedr, A. Hamada, A. Järvenpää, S. Elkatatny, W. Abd-Elaziem. Review on the solid-state welding of steels: diffusion bonding and friction stir welding processes. Metals, Vol. 13(1), pg. 54. (2023), https://doi.org/10.3390/met13010054. [↩] [↩] [↩]
- H. Conrad, L. Rice. A basic study of cold welding in ultrahigh vacuum. (1969), https://apps.dtic.mil/sti/tr/pdf/AD0694015.pdf. [↩]
- P. A. Jansma. Open! Open! Open! Galileo high gain antenna anomaly workarounds. 2011 Aerospace Conference, pg. 1-21, (2011), https://doi.org/10.1109/AERO.2011.5747657. [↩]
- X. Li, F. Gao, Z. Gu. Nanowire joining methods. The Open Surface Science Journal. Vol. 3, pg. 91–104, (2011), http://dx.doi.org/10.2174/1876531901103010091. [↩]
- B.E. Paton. Welding in space. Welding Engineer. Vol. 57, pg. 25-29, (1972). [↩]
- M.R. Johnson, The Galileo high gain antenna deployment anomaly. The 28th Aerospace Mechanisms Symposium. (1994), https://ntrs.nasa.gov/citations/19940028813. [↩]
- B. Georgescu, V. Georgescu. Mechanical resistance on cold welding achievement between cogged surfaces. Analele Universitatii “Dunarea de Jos” din Galati. Fascicula IX, Metalurgie si Stiinta Materialelor, Vol. 31(1), pg. 76-79, (2008), https://europub.co.uk/articles/-A-659700. [↩] [↩] [↩]
- D. Farley, T. Kahnert, K. Sinha, S. Solares, A. Dasgupta, J. F. J. Caers, X. J. Zhao. Cold welding: a new factor governing the robustness of adhesively bonded flip-chip interconnects. 2009 59th Electronic Components and Technology Conference. pg. 67-73, (2009), https://doi.org/10.1109/ectc.2009.5073998. [↩] [↩]
- M. Khedr, A. Hamada, A. Järvenpää, S. Elkatatny, W. Abd-Elaziem. Review on the solid-state welding of steels: diffusion bonding and friction stir welding processes. Metals, Vol. 13(1), pg. 54. (2023), https://doi.org/10.3390/met13010054. [↩]
- M. Mumović, M. Vukčević, N. Šibalić. Selection of welding technology for AA6060 aluminum alloy tubes using economic analysis. Machines. Technologies. Materials. Vol. 16, pg. 300-303, (2022), https://stumejournals.com/journals/mtm/2022/9/300. [↩]
- N. Gane, P. F. Pfaelzer, D. Tabor. Adhesion between clean surfaces at light loads. Proceedings A. Vol. 340(1623), pg. 495-517, (1974), https://doi.org/10.1098/rspa.1974.0167. [↩] [↩] [↩] [↩] [↩] [↩]
- K. Miyoshi. Considerations in vacuum tribology (adhesion, friction, wear, and solid lubrication in vacuum). Tribology International. Vol. 32(11), pg. 605-616, (1999), https://doi.org/10.1016/S0301-679X(99)00093-6. [↩] [↩]
- A. Merstallinger, M. Sales, E. Semerad, B. D. Dunn. Cold welding in hold down points of space mechanisms due to impact and fretting, Journal of Engineering Tribology, Vol. 222(8), (2008), https://doi.org/10.1243/13506501JET307. [↩] [↩]
- A. Merstallinger, M. Sales, E. Semerad, B. D. Dunn. Cold welding in hold down points of space mechanisms due to impact and fretting, Journal of Engineering Tribology, Vol. 222(8), (2008), https://doi.org/10.1243/13506501JET307. [↩] [↩]
- A. Merstallinger, M. Sales, E. Semerad, B. D. Dunn. Cold welding in hold down points of space mechanisms due to impact and fretting, Journal of Engineering Tribology, Vol. 222(8), (2008), https://doi.org/10.1243/13506501JET307. [↩] [↩]
- A. Merstallinger, R. Holzbauer, N. Bamsey. Cold welding in hold down points of space mechanisms due to fretting when omitting grease. Lubricants. Vol. 9(8), pg. 72, (2021), https://doi.org/10.3390/lubricants9080072. [↩]
- J. Sowards. Welding in space: past, present, and future. (2023), https://ntrs.nasa.gov/citations/20230012815. [↩] [↩] [↩]
- E. Choi, A. Brimmer, W. McAuley, B. Panton, A. Ramirez, W. Evans, A. O’Connor, Z. Courtright, J.W. Sowards. Laser beam welding for in-space joining demonstrated under vacuum on the ground and by parabolic flight experiments. (2024), https://ntrs.nasa.gov/citations/20240007238. [↩]
- L. Barilaro, L. Olivieri, M. Wylie, G. Rodeghiero, J. Borg. MCAST’S aerospace program in Malta: an overview of technological advancements and international collaborations. Aerotec. Missili Spaz. Vol. 104, pg. 15–24 (2025), https://doi.org/10.1007/s42496-024-00200-0. [↩]
- N. Gane, P. F. Pfaelzer, D. Tabor. Adhesion between clean surfaces at light loads. Proceedings A. Vol. 340(1623), pg. 495-517, (1974), https://doi.org/10.1098/rspa.1974.0167. [↩]
- T. Ahn, S. Song, U. Ham, T. Kim. Systematic investigation of wear-induced cold welding in ultrahigh vacuum piezoelectric motors with non-metallic coatings. Review of Scientific Instruments. Vol. 94, 063702, (2023), https://doi.org/10.1063/5.0147344. [↩]
- L. Barilaro, M. Wylie, L. Falzon, S. Buhagiar. Cold-welding in space: ASTROBEAT’s novel approach to spacecraft hull repair. 75th International Astronautical Congress – IAC 2024. (2024), https://doi.org/10.52202/078360-0190. [↩] [↩] [↩]
- H. Xia, X. Zhao, C. Tan, B. Chen, X. Song, L. Li, Effect of Si content on the interfacial reactions in laser welded-brazed Al/steel dissimilar butted joint. Journal of Materials Processing Technology. Vol. 258, pg. 9-21. (2018), https://doi.org/10.1016/j.jmatprotec.2018.03.010. [↩] [↩]
- W. O. Akande, Y. Cao, N. Yao, W. Soboyejo. Adhesion and cold welding of gold-silver thin films. Journal of Applied Physics. Vol. 107, 043519, (2010), https://doi.org/10.1063/1.3305791. [↩]
- H. Conrad, L. Rice. A basic study of cold welding in ultrahigh vacuum. (1969), https://apps.dtic.mil/sti/tr/pdf/AD0694015.pdf. [↩]
- Y. Lu, J. Y. Huang, C. Wang, S. Sun, J. Lou. Cold welding of ultrathin gold nanowires. Nature Nanotechnology. Vol. 5, pg. 218–224, (2010), https://doi.org/10.1038/nnano.2010.4. [↩]
- E. Doncheva, N. Avramov, A. Krstevska, M. Petreski, J. Djokikj, M. Djidrov. Sustainability and environmental life cycle analysis of welding processes. International Journal of Structural Integrity, Vol. 16(3), pg. 553–569, (2025), https://doi.org/10.1108/IJSI-02-2024-0024. [↩]

 and Family-Integrated Care (FIC): Global Trends and Local Provider Awareness in Fresno County, California")

{kind=link}